

Conveyor belts are designed to transport items from one place to another, enhancing the efficiency of industrial and commercial operations. This reduces manual work and increases output. In a conveyor belt, a continuous loop moves items. It is powered by two or more pulleys and a motor.
The pulleys provide the necessary tension to keep the belt running smoothly, while the motor provides the power to move the belt. Depending on the purpose, the belt is often made of rubber for durability, PVC for flexibility, or metal for strength.
Function and Parts of a Conveyor Belt
The primary function of a conveyor belt is to transport items from one place to another smoothly, ensuring the system’s reliability. You can adjust the belts to meet specific needs such as length, speed, and load capacity. They thus provide adaptable and customizable solutions.
A conveyor belt system has a belt support, pulley system, and drive unit. The belt support makes the conveyor belt move without disruptions, while the pulley system regulates the speed. The drive unit has a counter bearing that ensures the moving parts’ stability. It also facilitates the belt in changing direction when required.
Conveyor belts move objects from one place to another with minimal effort. Their speed, direction, design, and size differ according to your needs.
Conveyor Belting & Components We Offer






Role of Conveyor Belting & Components in Industrial Operations
Conveyor belts are essential in industrial operations, effectively transporting goods between production lines, warehouses, and processing facilities. They reduce dependence on manual work and relieve workers of physical strain and stress.
Conveyor belts ensure a consistent flow of goods and enhance safety by minimizing hazardous tasks. Moreover, they optimize costs by reducing labor and energy consumption while maintaining product quality.
Conveyor belting systems and components are used in various industries, such as automotive assembly, food processing, baking, mining, and logistics. They are increasingly integrating with new technologies like sensors and automation to improve efficiency, accuracy, and sustainability in industrial sectors.

Conveyor Belting & Components by Category






Conveyor Belting & Components By Brand


Industrial Conveyor Belting & Components Applications

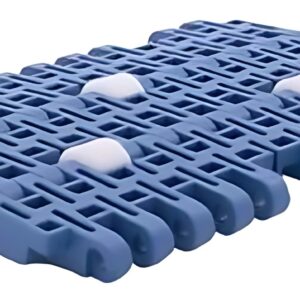
Modular conveyor belts are commonly used in the food processing, packaging, and automotive industries because they are flexible and easy to maintain.

Roller conveyors are widely used in the food, packaging, and pharmaceutical industries. They move items from receiving areas to storage and simplify order picking and packing procedures.

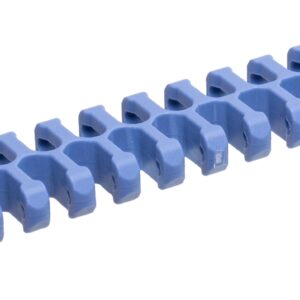
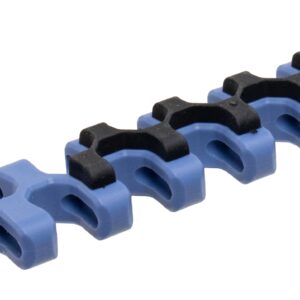
PowerTwist drive V-belts are suitable for industrial machinery where vibration and misalignment are common. These belts do not stretch or become misshapen.

Synthetic conveyor belts are commonly used in food processing, packaging, and textiles. They meet the requirements for light to heavy processing and conveying uses.

Flat-Flex® belt wire belts are ideal for food processing, particularly in baking, frying, and cooling applications. They have an open-top design to help convey products hygienically.
Industrial Applications of Conveyor Belting & Components
Food and Beverage Industry
These are crucial in the food and beverage industry for safely and hygienically transporting raw ingredients. They are used in processing plants for various stages, such as washing, cutting, cooking, and packaging. Conveyor belts are utilized in bakeries and bottling plants to move materials during production.
Types of conveyor belts used: Chain conveyor, heavy-duty pallet conveyor, screw conveyor, spiral conveyor
Meat & Poultry
Conveyor belts are essential in the meat and poultry industries, ensuring efficient and hygienic operations. Heavy-duty belts are used in high-load areas to provide stable processes, whilst lightweight belts help to maintain high hygiene standards and prevent contamination risks.
Types of conveyor belts used: Fabric-based, multilayer belt, timing belt, plastic chains
Mining and quarrying
Conveyor belts are essential in mining and quarrying to transport raw materials over long distances and crush and concentrate them. They are durable, handle abrasive materials, and contribute to environmental sustainability by reducing truck transportation.
Types of conveyor belts used: Straight-warp, Multi-ply, steel-cord, solid woven belts
Logistics and Warehousing
Conveyor belts are crucial in the logistics and warehousing sectors to efficiently move goods within distribution centers and warehouses. They are used for sorting, routing, packaging, loading and unloading trucks, and handling high volumes of orders in e-commerce fulfillment centers.
Types of conveyor belts used: Roller conveyors, belt conveyors, pallet conveyor belts, modular plastic conveyors, flexible conveyors
Cement and Aggregate Industry
Conveyor belts efficiently transport raw materials from extraction sites to processing plants and ensure a continuous and consistent flow of materials to maintain high production rates. They can be set up on the ground or on a high point with a tilt varying between 0 to 18 degrees in angle.
Types of conveyor belts used: TD belt conveyors and DTII belt conveyors
Agriculture Industry
Conveyor belts sort, grade, and transport produce such as grains, fruits, and vegetables. Agricultural conveyor belts make the transfer of produce quicker so that fresh products can reach consumers on time and in the best condition. Besides, the belts enhance food safety by minimizing the need for manual handling. In turn, it reduces the issue of contamination.
Types of conveyor belts used: Rubber conveyor belts, cleated belt conveyors, roller bed conveyor belts, fabric conveyor belts
Manufacturing and assembly
In manufacturing, conveyor belts move products along assembly lines, ensuring the precise and consistent movement of components such as circuit boards. They provide versatile material transportation across various forms of materials, such as heavy or oddly shaped objects. Conveyor belts and systems are ideal for assembly lines, warehouses, and distribution centers for the efficient and timely transfer of goods.
Types of conveyor belts used:Flat belt conveyors, modular belt conveyors, woven metal belts, chain conveyors, overhead conveyor
Exim Engineering: Your One-Stop Solution for All Conveyor Belts Needs
Exim Engineering is your one-stop solution for top-quality conveyor belt systems. As an authorized distributor of top brands like Safari Belting, Fenner Drives, Wire Belts, and Ammeraal Beltech, we provide a range of conveyor systems tailored to meet diverse industry needs.
Our products enhance efficiency, reduce downtime, and improve reliability. Partner with us for exceptional customer service, expert installation, and maintenance support to drive your business forward.
We are one of the largest distributors of conveyor belts in the U.S. From modular belts, synthetic belts, and woven belts to belting components and accessories, we take care of all your industrial needs. Exim Engineering distributes conveyor belts that are ideal for light, medium, and heavyweight applications.
As a top authorized distributor of mechanical products, we ensure you get the highest quality conveyor belting and components, regardless of industry. From baking, beverage, mining, logistics, agriculture, and cement, our belts and components maximize throughput, reduce downtime and improve your machinery’s ROI. We partner with the top brands and manufacturers of conveyor belts, known for their exceptional quality of products and adherence to strict standards.
